

型钢火焰矫正法
用氧一乙炔焰或其他气体的火焰对部件或构件变形部位进行局部加热,利用金属热胀冷缩的物理性能,钢材受热冷却时产生很大的冷缩应力来矫正变形。
加热方式有点状加热、线状加热和三角形加热三种。
(型钢火焰矫正法)
一、点状加热
点状加热的热点呈小圆形,直径一般为10至30毫米,点距为50至100毫米,呈梅花状布局,加热后“点”的周围向中心收缩,使变形得到矫正。
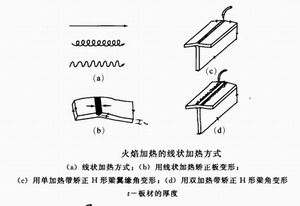
二、线状加热
线状加热即带状加热,加热带的宽度不大于工件厚度的0.5至2.0倍。由于加热后上下两面存在较大的温差,加热带长度方向产生的收缩量较小,横方向收缩量较大,因而产生不同收缩使钢板变直,但加热红色区的厚度不能超过钢板厚度的1/2,常用于H型钢构件翼板角变形的纠正。
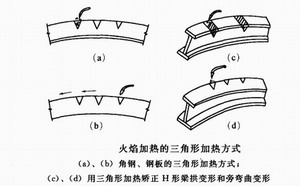
三、三角形加热
三角形加热的加热面呈等腰三形,加热面的高度与底边宽度一般控制在型材高度的1/5至2/3范围内,加热面需要在工件变形凸出的一侧,三角顶在内侧,底在工件外侧边缘处,一般对工件凸起处加热数处,加热后收缩量从三角形顶点起沿等腰边逐渐增大,冷却后凸起部分收缩使工件得到矫正,常用于H形钢构件的拱变形和旁弯的矫正。
火焰加热温度一般为700℃左右,不能超过900℃,加热应均匀,不能有过热、过烧现象;火焰矫正厚度较大的钢材时,加热后不能用凉水冷却;对低合金钢必须缓慢冷却,因水冷使钢材表面与内部温差过大,易产生裂纹;矫正时需要将工件垫平,分析变形原因,正确选择加热点、加热温度和加热面积等,同一加热点的加热次数不能超过3次。
点状的加热适于矫正板料局部弯曲或凹凸不平;线状加热多用于较厚板(10毫米以上)的角变形和局部圆弧、弯曲变形的矫正;三角形加热面积大,收缩量也大,适于型钢、钢板及构件(如屋架、吊车梁等成品)纵向弯曲及局部弯曲变形的矫正。
火焰矫正变形一般只适用于低碳钢、Q345;对于中碳钢、高合金钢、铸铁和有色金属等脆性较大的材料,由于冷却收缩变形会产生裂纹,不能采用。
陕西钢构热线:029-86252006
华邦钢构网址:www.hb2003.net
联系地址:陕西省西安市北关正街35号方兴大厦8楼
行业动态
- 导致钢构损坏的原因
- 概述钢柱的三种校正工作
- 钢构件出厂前的检查工作
- 常见的卡环类型
- 安装钢构桁架的注意事项
- 关于螺栓在构件上的排列
- 介绍轻型钢屋架的应用领
- 高强度螺栓连接构造的规
- 钢构防腐涂装的安全技术
- 分析钢构环氧漆的施工工



公司动态

行业动态
- 钢构工程引弧板、引出板
- 搭建钢构厂房阁楼都有哪
- 钢构厂房楼承板施工方法
- 钢构工程梁和柱的刚接以
- 钢构建筑的腐蚀损坏都有
- 钢构工程预热和道间温度
- 角焊缝的形式与强度
- 钢构厂房门式刚架结构各
- 钢材的抗腐蚀性能
- 钢构建筑与传统建筑存在

 钢构厂房
钢构厂房